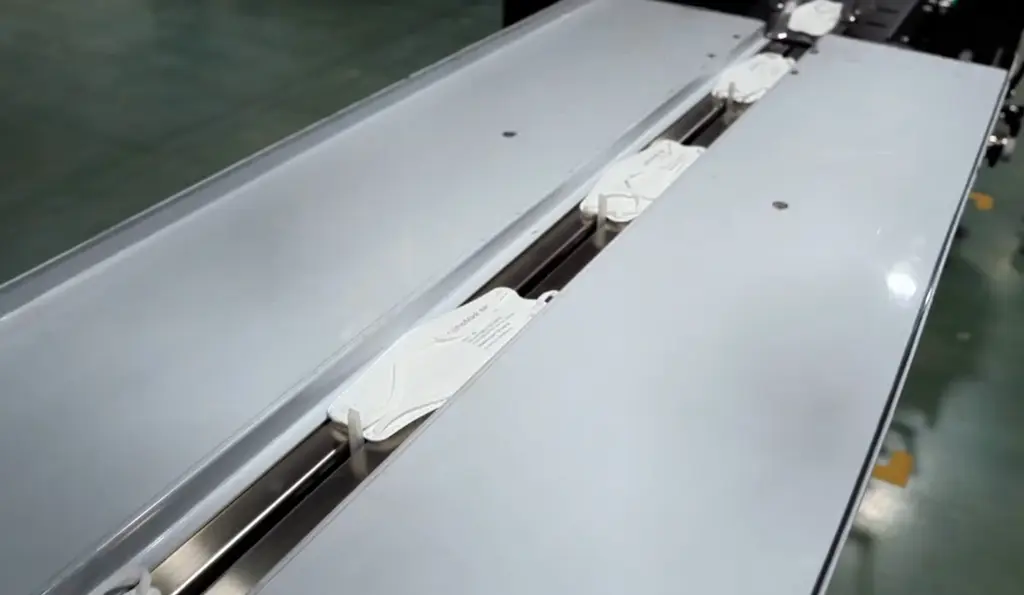
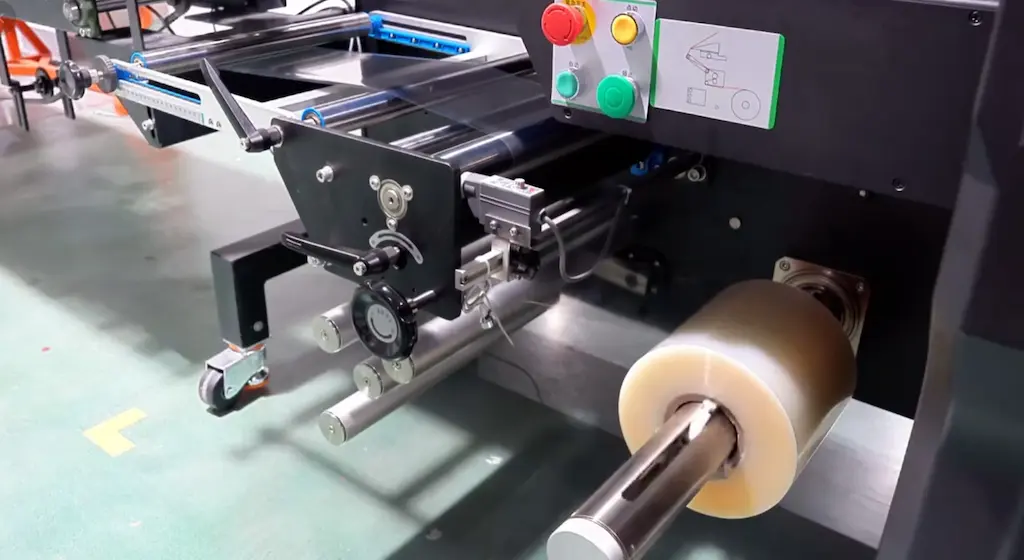
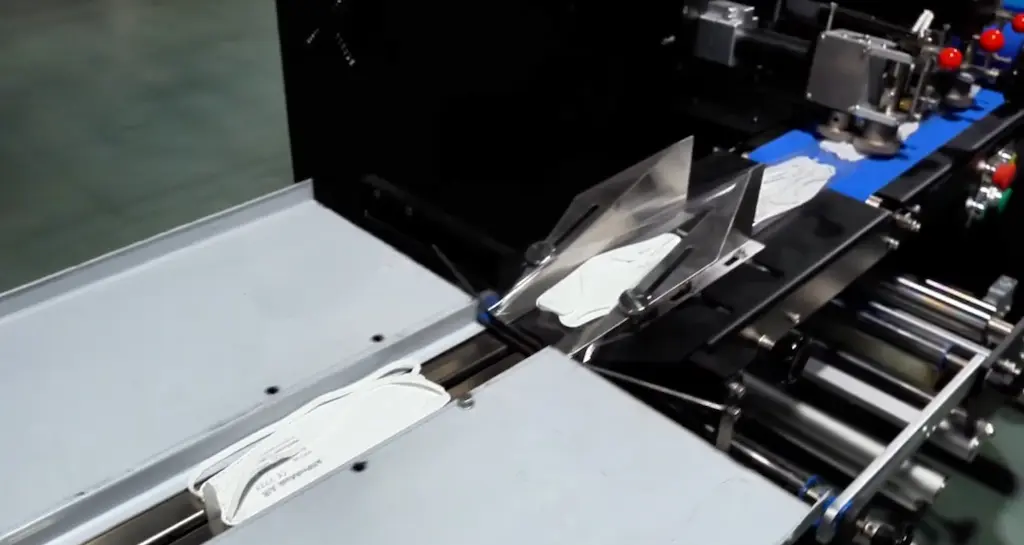
The flat film passes over and around a forming shoulder — a precisely shaped metal former that folds the flat film around the product as both the film and the product move forward together at the same speed. The forming shoulder wraps the film up and around the sides of the product and brings the two edges of the film together above or below the product to create an overlap.
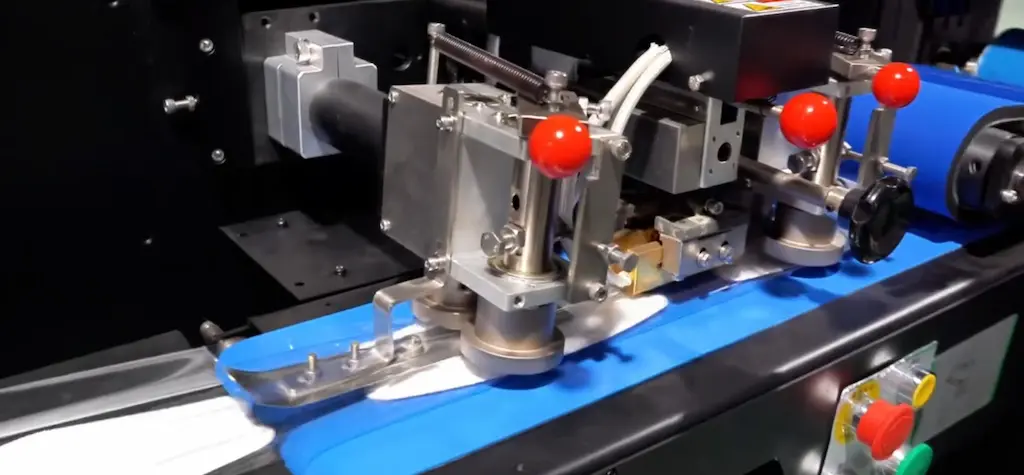
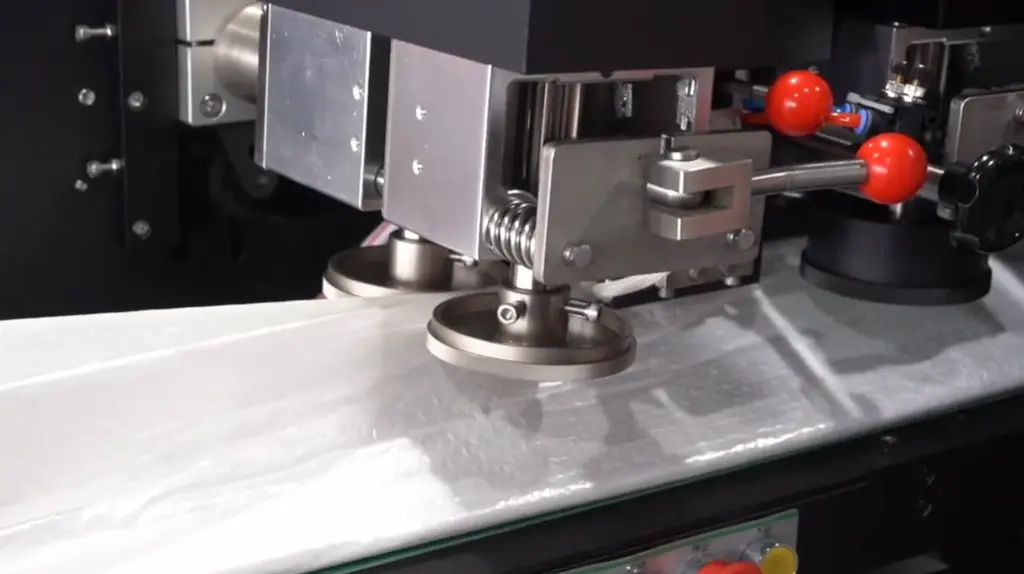
At this point the film is wrapped around the product on three sides — left, right, and top or bottom — with the two film edges meeting in the centre to form a continuous fin. The product is now enclosed in a loose film tube, moving forward through the machine inside this tube.