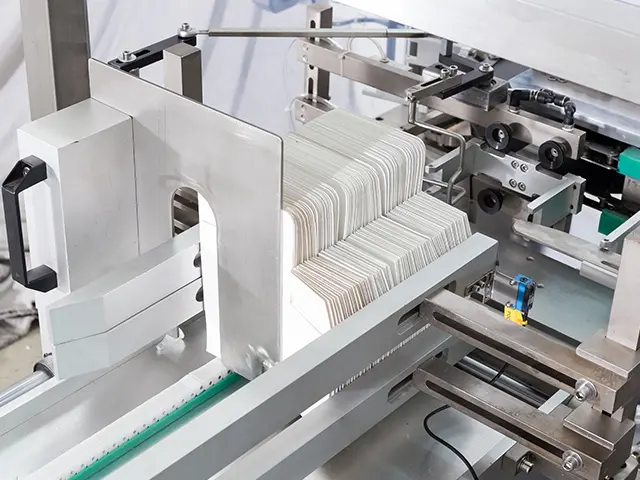
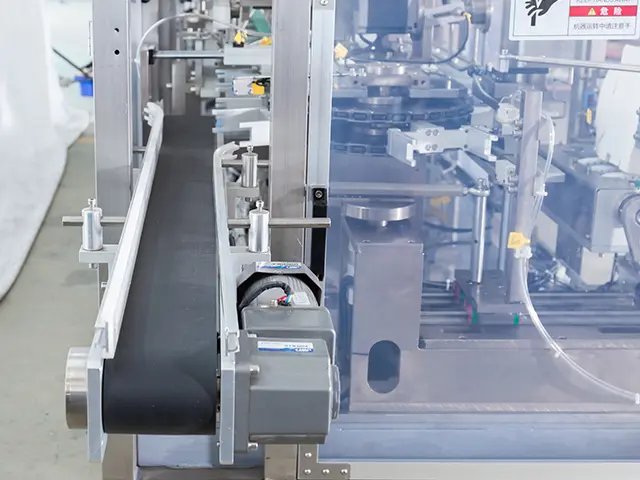
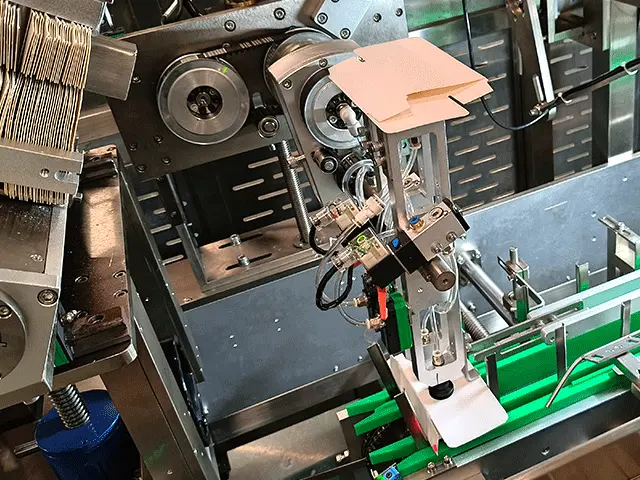
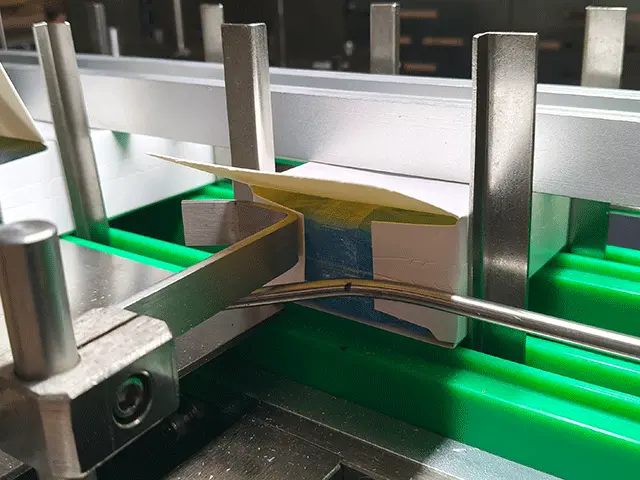
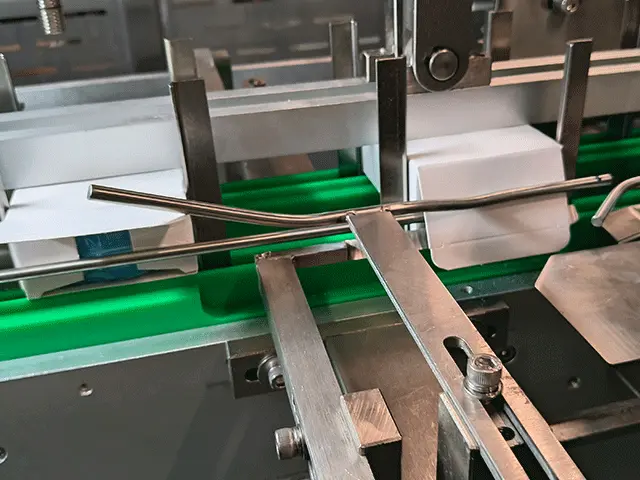
Cartoner is a fully automatic secondary packaging machine that opens a flat carton blank, guides the product inside from both end-load and top-load positions, then closes and seals every flap — delivering a finished, retail-ready carton continuously at production speed.
No manual folding. No manual loading. No manual sealing. One machine handles the entire sequence so your team does not have to.